0
-
An empty cart
You have no item in your shopping cart
envato-wordpress-toolkit domain was triggered too early. This is usually an indicator for some code in the plugin or theme running too early. Translations should be loaded at the init action or later. Please see Debugging in WordPress for more information. (This message was added in version 6.7.0.) in /var/www/wp-includes/functions.php on line 6121g5plus-darna domain was triggered too early. This is usually an indicator for some code in the plugin or theme running too early. Translations should be loaded at the init action or later. Please see Debugging in WordPress for more information. (This message was added in version 6.7.0.) in /var/www/wp-includes/functions.php on line 6121
Paper is made by the wet laying of a mass of cellulose fibres onto a woven wire band, which is effectively a filter through which the water drains and the fibres settle down to produce a continuous sheet. A slurry of cellulose fibres, or pulp, is
formed by disintegrating and beating (or chemically treating) wood chips, and is then slowly and evenly fed onto the woven wire. The fibres settle in a random manner to form the sheet of paper, which has to be pressed and dried to achieve the
required moisture content.
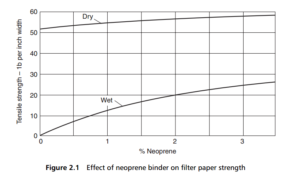
The resultant porous sheet can be used as a filter medium, but if the untreated paper gets wet then the fibres absorb moisture, with two significant consequences: the fibres swell, so that the spaces between them reduce and the paper improves in
filtration efficiency, but the mechanical strength drops sharply, making the paper less useful as a filter. To be used as a filter, then, the paper must be fully supported for use in wet filtration (as, for example, in the filter papers used in the laboratory filter funnel) or it must be restricted to dry filtration (such as in building air cleaning).
Alternatively, the paper must be treated with some sort of binder to give it intrinsic strength. The effect of an impregnated neoprene binder is shown in Figure 2.1, with a very significant increase in wet strength for a small amount of binder.
By the nature of their formation, papers have a random fibre structure, although this can be controlled to a large extent in the manufacturing process. They also have a relatively low permeability. Because of the tortuous nature of the flow path
through the paper, only relatively thin sheets can be used for practical filtering, and even then the specific resistance is high. However, treated papers have two great advantages as filter media: they can be made with nominal cut-offs of 10–20 um or
better, able in practice to remove a high proportion of much finer particles; and they are quite inexpensive materials.
The chief disadvantages of paper media are their high specific resistance and their limited mechanical strength. To offset the former, paper filter elements are most commonly used in pleated form, considerably increasing the superficial area for a given size of element. This substantially reduces the flow velocity through the paper and hence the effective or overall resistance to flow. Pleating also improves the rigidity of the element, although it is normally fully supported by a perforated
inner tube or core. The depth of pleating is usually of the order of one quarter of the diameter of the element.
Variations on the simple pleated form include corrugating the paper before pleating, which has the effect of increasing both the surface area and to some extent the stiffness; or dimpling the surface; or the attachment of separator strips to maintain
constant spacing and prevent the collapse of the pleats. Collapse of a pleated element will reduce the effective surface area and, if excessive, may lead to tearing.
The mechanical strength limitations of paper elements normally set a maximum working pressure for such types at about 7 bar. This can be improved by rigid reinforcement, for example a wire mesh backing, but higher pressures also increase
the chance of element migration (i.e. fibres breaking away from the paper sheet and leaving the filter as a contaminant in the filtrate). This is always a possibility with paper elements, especially if they become choked and the system does not incorporate a pressure relief valve to bypass the element.
Another inherent limitation with paper elements is that the very nature of the material does not provide an absolute cut-off point. There will almost certainly always be larger pore sizes than the nominal rating and so random larger particles may be passed by the filter. This limits the suitability of paper elements for ultra-fine filtering. On the other hand, the performance of paper, and particularly resin impregnated paper elements, can be superior in performance to other types of fabric media.
Although paper elements are invariably thin, they still have a finite thickness so that they filter in depth as well as acting as a simple mechanical screen. However contaminants will mostly collect on the outer surface, and the accumulation of such
contaminants will progressively increase the efficiency of the filtration by acting as a filter cake.
The fact that some solid contaminants will tend to penetrate into the depths of the paper, and so become lodged there, can make cleaning difficult or even impractical. In the case of dry fluids, such as air, adequate cleaning may be provided by a
back flow of air to blow the cake off the surface. Paper elements may then be reusable in such cases. With wet fluids, such as oil or water, it is more usual to employ disposable filter elements, which are simply replaced when they become clogged.
The progress of cellulose paper as a filter medium has been considerably affected by the manufacture of fibres of other materials that can be formed into paper-like sheets by adapting the conventional paper-making process; the outstanding example of this is the variety of glass fibre papers, which are of major importance in filtration. The other has evolved by exploiting the characteristics of the synthetic fibres formed by the extrusion of molten polymers; adaptation of this extrusion process enables these fibres to be formed directly into the paper-like sheets of the spunbonded media discussed below, which have taken a share of the markets formerly supplied by wet-laid media.
For further information, please click here.

