

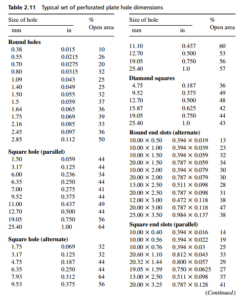
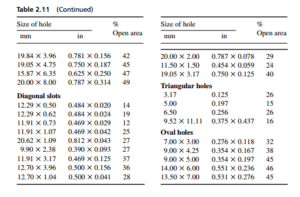
Perforated metal sheets are more rigid and can be made stronger than woven wire cloths and so they find particular applications in strainers, coarse filters and screens. Perforated metal strainers have a predictable and consistent performance because the size of the screen openings is controlled in the manufacturing process. In their simplest form they can consist of a perforated metal sheet with an array of punched holes, the diameter of the holes providing an absolute cut-off rating, and the number of holes per unit area governing the resistance to flow. A typical standard screen of this type will have something like 15 holes/cm2, with a diameter of 1.5 mm, whilst a fine screen may have 96 holes/cm2 of a diameter of 0.55mm. A typical set of hole dimensions is given in Table 2.11 for several different hole shapes, together with the open area for each pattern.
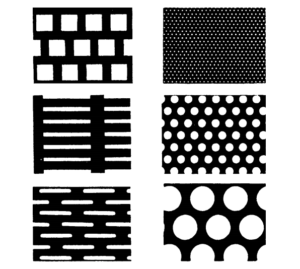
The punched holes need not be circular: various standard forms of perforated metal sheets are shown in Figure 2.14 . The effective screen area of a strainer with one of these configurations is defined as the total area of the holes only. For simple
straining duties, such as a pipeline strainer, the screen area should exceed the crosssectional area of the pipe or of the entry it serves in order to avoid undue restrictions of flow. In practice this means the finer the perforations of the screen the less
the effective screen area per total unit area, and in consequence the greater the total surface area of strainer required. This can be realized by increasing the diameter of the strainer until the effective screen area is at least equal to that of the entry
area, or equally by making the strainer in a can or cylindrical shape to achieve the required minimum effective screen area.
Certain limitations are also imposed by the materials of construction. Thus whilst close-spaced 0.5mm diameter holes are practical in brass, the minimum hole size with aluminium or monel is normally 1.5 mm. If finer straining is required with
these materials then a mesh woven from the appropriate metallic wire would have to be employed or specially drilled plates used.
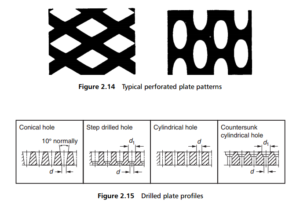
With punched holes it is generally impractical or at least uneconomical to produce holes that are smaller in diameter than the thickness of the plate. This restriction is removed if the holes are drilled, which then offers the possibility of producing small openings in plates whose thickness can be selected on strength requirements. Also drilling can be used for metals that are too hard to be punched. Further, to reduce flow resistance and eliminate clogging, conical or stepped holes can be drilled in a thicker plate as shown in the profiles of Figure 2.15.
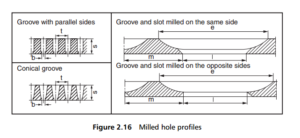
Where greater robustness is required, or where there are special requirements for handling the product, plates with slots rather than holes are widely used. These may be punched (in thin plates), cast (in thick plates) or milled. Milling is particularly suitable for producing thin clean slots, which may be further finished by electropolishing if required. Examples of some slot profiles as used on milled plates are given in Figure 2.16 .
Very fine holes or slots in flat sheets can be made by electrolytic processes, although the open areas are also small for the finer sizes of perforation. The processes involve either photo-etching or electroforming. Photo-etching involves the removal of
metal from a continuous sheet on which a photomask has been deposited to protect some areas and allow others to be eroded, while electroforming creates the perforated sheet by building up a layer of metal by depositing it upon a similarly patterned
substrate.
For further information, please click here.

