
Membranes are made in a variety of ways, according to how they are to be used, with basic formats as flat sheets, tubes of very different diameters and solid blocks, on the surfaces of which the membrane is later deposited. The various manufacturing processes can be broadly summarized as:
● sintering of fine graded particles into a variety of shapes (the most common method for ceramic membranes)
● solvent casting or phase inversion, involving the dissolution of the basic polymer in a solvent (or mixture of solvents), followed by the addition of another solvent to precipitate the polymer, and careful evaporation of the solvent, to make sheet
membranes, or, after extrusion, hollow fibres and capillaries
● the spinning of very fine fibres (of any basic material) that are laid down as a thin
web on a strong porous substrate
● the irradiation of an impervious film, followed by its etching to remove the material from the tracks of the irradiating particles (‘ track etching ’ ), and
● forming the polymer into a very thin but impervious film, which is then dimpled all over, and stretched laterally to break the film at each dimple to cause multiple ruptures.
Membranes are also made by the photo-etching of metallic sheets, although with a very low proportion of open area.
A piece of membrane material that is to be made into a filter medium must be held secure in some way, and sealed into a housing so that there is no chance of liquid leakage from one side of the membrane to the other, under the force of the
high transmembrane pressure. Most membrane media are used in some form of module, which can be easily inserted in the housing, and removed from it again for exchange or cleaning. Membrane modules are of very different designs and include:
● flat sheets that are held in a structure like a plate-and-frame filter press, with sheets mounted back-to-back in pairs; liquid feed flows across the sheets on the inlet sides, while permeate flows through each sheet to a joint outlet between them
● several of the membrane material manufacturing processes can produce sheets like paper or thin card, which can then be pleated; if this pleated sheet is fastened to a cylindrical core, then a pleated cartridge is formed, which is an increasingly
important format for microfiltration membranes, with quite a high surface area inside a cylindrical housing (although not able to withstand a very high transmembrane pressure)
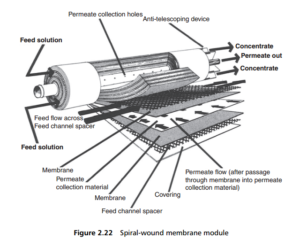
● long flat sheets that are laid in a pile with appropriate spacers and supports between the sheets up to the required total thickness; the pile of sheets is then rolled up tightly, from one of its shorter sides, to form a cylinder, which is then inserted into a cylindrical housing vessel – this is the spiral-wound format; there is a central porous core to which the ends of the membrane sheets are sealed, and permeate flows through the membranes into alternate spaces and around the whole roll to leave through this central permeate tube; meanwhile, feed enters at one end of the cylinder, flows between the other pairs of turns, to leave as concentrate (or retentate) at the other end of the cylinder (see Figure 2.22)
● tubes of membrane media, ranging from a few mm up to 25 mm in diameter, are little used outside the laboratory, because of their low surface area, but are found on the practical scale bundled together like a shell and tube heat exchanger, welded at each end into a tube plate, and enclosed in a cylindrical shell
● with a similar structural principle, the hollow fi bre module has a hundred or more long hollow fibres, each with an internal diameter of 3 mm down to 0.5 mm or less, bundled tightly together and sealed at each end into a resin plug; the bundle may be straight, or, more usually, folded in half, with inlet and outlet at the same end of the bundle; liquid flow is from outside the fibre to its inside, the small diameter enabling high transmembrane pressures (and it was in this format that
the earliest reverse osmosis membrane modules were made), and
● capillary tube modules use tubular membranes somewhat larger than hollow fibres in diameter, again bundled into resin plugs at each end, but almost always used unfolded in their cylindrical housing, and with liquid flow from inside out.
The earliest membranes were of a single material all the way through, whether symmetric or asymmetric. Nowadays, membranes have been developed with a composite structure, where the base of the membrane is a material providing strength to the membrane, while the surface is a thinner layer of another material, conferring high quality of filtration to the whole structure. The two (or even more) different layers may be combined by lamination or by coating the finer onto the coarser substrate.
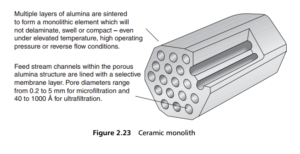
The full range of membrane formats described above can be found with polymeric materials, but an increasing range is also available with inorganic media, especially ceramic materials. The standard method of forming a ceramic membrane is to make the basic structure from relatively coarse sintered particles, with appropriate flow channels in the structure, and then to lay down a thin layer of fine particles to provide the membrane, which is sintered onto the separating surface. A typical format made in this way, the monolithic block, is illustrated in Figure 2.23 . The cylindrical holes formed in the block make the separating surface, on which the membrane is formed, and the block is held in a cylindrical housing. Other ceramic membranes include tubes and sheet formed from ceramic fibres, which can be sufficiently flexible to be pleated.
Metallic membranes are usually formed on a substrate of woven wire mesh, onto which the membrane is laid, either as a sintered layer of fine metal powder, or, in fact, as a metal oxide (and thus, technically being a ceramic membrane). Membranes made from stainless steel and aluminium are in industrial use. Pore sizes of these membranes can be from 2 um up to 100 um.
For further information, please click here.


